SPC ( İstatistiksel Proses Kontrolü ) Tarihçe
SPC Nedir? İstatistiksel Proses Kontrolü endüstride yeni değildir. 1924 yılında Bell Laboratories’den bir kişi kontrol şemasını ve bir sürecin istatistiksel kontrolde olabileceği kavramını geliştirdi. Adı William A. Shewart‘tı. Sonunda “Kalite Kontrol Açısından İstatistiksel Yöntem” başlıklı bir kitap yayınladı (1939). SPC süreci, İkinci Dünya Savaşı sırasında ordu tarafından mühimmat ve silah tesislerinde geniş bir kullanım alanı buldu.
Ürüne olan talep onları güvenlikten ödün vermeden ürün kalitesini izlemenin daha iyi ve daha verimli bir yolunu aramaya zorlamıştı. SPC bu ihtiyacı doldurdu. Amerika’da SPC tekniklerinin kullanılması savaşın ardından azaldı. Daha sonra bugün hala kullanılmakta olan Japon imalat şirketleri tarafından alındı. 1970’lerde SPC, Amerikan endüstrisinin Japonya’dan ithal edilen yüksek kaliteli ürünlerden duyduğu baskı nedeniyle yeniden kabul görmeye başladı. Bugün, SPC birçok sektörde yaygın olarak kullanılan bir kalite aracıdır.
SPC Nedir? ( İstatistiksel Proses Kontrolü )
SPC nedir? Üretim sürecini izleyerek kaliteyi ölçme ve kontrol etme yöntemidir. Kalite verileri ürün veya proses ölçümleri veya çeşitli makinelerden veya enstrümantasyondan okumalar şeklinde toplanır. Veriler toplanır ve bir süreci değerlendirmek, izlemek ve kontrol etmek için kullanılır. SPC sürekli iyileştirme için etkili bir yöntemdir. Bir süreci izleyerek ve kontrol ederek, sürecin tam potansiyeline sahip olmasını sağlayabiliriz. SPC ile ilgili en kapsamlı ve değerli bilgi kaynaklarından biri Otomotiv Sanayi Eylem Grubu (AIAG) tarafından yayınlanan kılavuzdur.
Neden SPC ( İstatistiksel Proses Kontrolü ) Kullanılır?
Bugün üretim firmaları artan bir rekabet ile karşı karşıya. Aynı zamanda hammadde maliyetleri de artmaya devam ediyor. Bunlar şirketlerin çoğunlukla kontrol edemediği faktörlerdir. Bu nedenle şirketler kontrol edebilecekleri üzerine odaklanmalıdır: süreçleri. Firmalar kalite, verimlilik ve maliyet azaltmak için sürekli iyileştirme için çaba göstermelidir.
Birçok şirket hala kalite sorunlarını tespit etmek için sadece üretimden sonra denetime güvenmektedir. SPC süreci, bir şirketi tespit temelli kalite kontrollerine algılamadan taşımak için uygulanır. Bir sürecin performansını gerçek zamanlı olarak izleyerek operatör, uygun olmayan ürün ve hurdaya neden olmadan önce süreçteki eğilimleri veya değişiklikleri tespit edebilir.
SPC Nedir? Nasıl Kullanılır? ( İstatistiksel Proses Kontrolü )
SPC veya yeni bir kalite sistemi uygulanmadan önce, ana israf alanlarını belirlemek için üretim süreci değerlendirilmelidir. Üretim süreci israfının bazı örnekleri, yeniden işleme, hurda ve aşırı denetim süresidir. Öncelikle SPC araçlarının bu alanlara uygulanması en faydalı olacaktır. SPC sırasında, oluşabilecek masraf, zaman ve üretim gecikmeleri nedeniyle tüm boyutlar izlenmemektedir.
SPC uygulamasından önce, bir tasarım incelemesi veya Hata Türleri ve Etkileri Analizi (DFMEA) alıştırması sırasında tasarımın veya sürecin anahtar veya kritik özellikleri bir Çapraz İşlevsel Ekip (CFT) tarafından tanımlanmalıdır. Daha sonra bu anahtar veya kritik özelliklerle ilgili veriler toplanacak ve izlenecektir.
Veri Toplama ve Kaydetme
SPC verileri, bir ürün boyutunun / özelliğinin veya proses enstrümantasyon okumalarının ölçümleri şeklinde toplanır. Veriler daha sonra toplanmakta olan veri türüne bağlı olarak çeşitli kontrol grafiklerine kaydedilir ve izlenir. Doğru grafik türünün kazanç değeri kullanması ve faydalı bilgiler edinmesi önemlidir. Veriler, sürekli değişken veri veya öznitelik verisi şeklinde olabilir. Veriler ayrıca bireysel değerler veya bir grup okuma değeri olarak toplanabilir ve kaydedilebilir. Bazı genel yönergeler ve örnekler aşağıda listelenmiştir. Bu liste her şeyi içermez ve yalnızca referans olarak verilmiştir.
Değişken veriler
- Bireysel – Hareketli Aralık grafiği: verileriniz tek tek değerlerse kullanılacak
- Xbar – R grafiği: 8 veya daha düşük alt gruplara veri kaydediyorsanız kullanılır
- Xbar – S grafiği: alt grup boyutunuz 8’den büyükse kullanılır
Niteliksel bilgi
- P grafiği – Bir grup parçadaki arızalı parça sayısını kaydetmek için
- U grafiği – Her parçadaki hata sayısını kaydetmek için
Kontrol çizelgesi
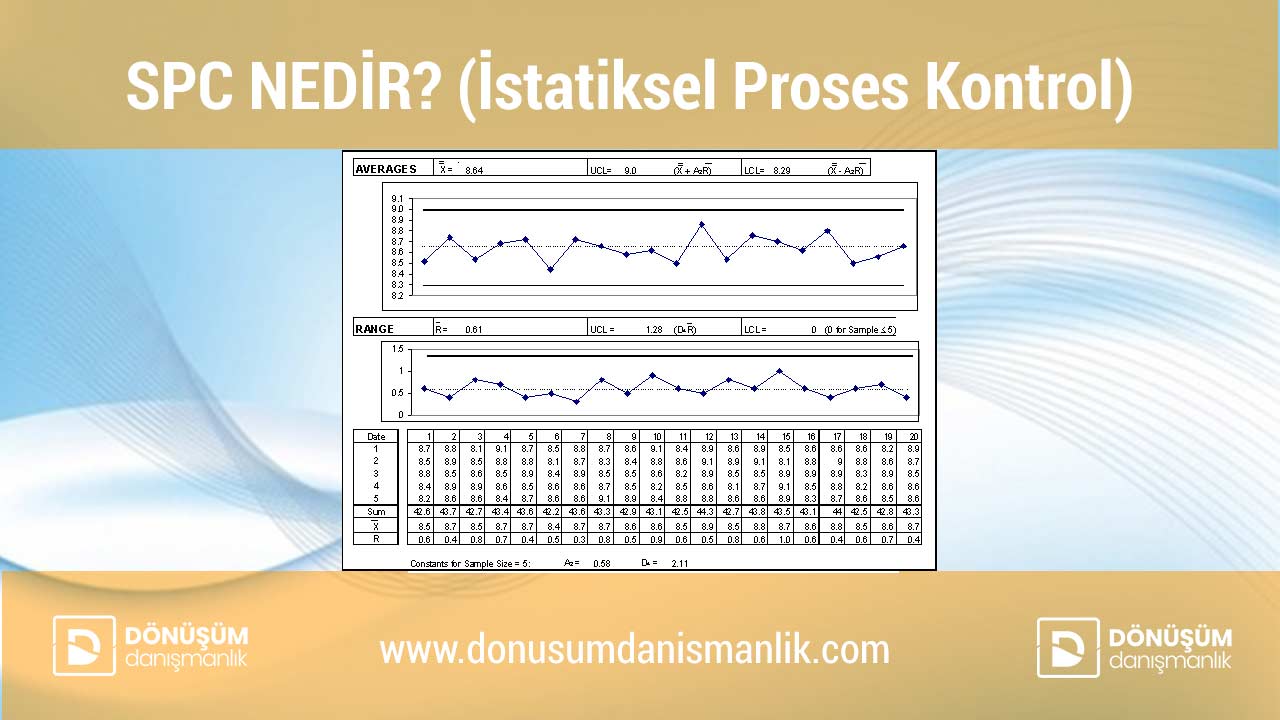
Değişken veriler için en yaygın kullanılan kontrol grafiklerinden biri X-çubuğu ve R grafiğidir. X-çubuğu, x değişkeninin ortalama veya “ortalama” değerini temsil eder. X çubuklu grafik, örnek araçlardaki veya ortalamalardaki değişimi gösterir. Aralık grafiği alt gruptaki varyasyonu gösterir. Aralık, en yüksek ve en düşük değer arasındaki farktır. Bir X-çubuğu ve R grafiği oluşturmak için aşağıdaki adımlar gereklidir:
Örnek boyutunu “n” olarak belirtin. Genellikle 4 veya 5, birçok endüstride kullanılan yaygın örnek boyutlandır. Örneklem büyüklüğünün 8 veya daha az olması gerektiğini unutmayın. Ayrıca numune ölçümlerinin toplanma sıklığını da belirleyin.
İlk örnek kümenizi toplamaya başlayın. Genel bir kural, 25 veri noktasına yol açacak 4’lü gruplar halinde 100 ölçüm toplamaktır.
4 numuneden oluşan 25 grubun her biri için ortalama değeri hesaplayın.
4 ölçümün 25 örneğinin her birinin aralığını hesaplayın. Aralık, her 4 numune ölçümü setindeki en yüksek ve en düşük değer arasındaki farktır.
X-bar grafiğinde katı bir merkez çizgisi ile temsil edilen X-dbar’ı (ortalamaların ortalaması) hesaplayın.
Örnek aralıklarının veya “R” değerlerinin ortalamasını hesaplayın. Bu, Aralık grafiğinin merkez çizgisi olacaktır.
Her grafik için Üst ve Alt Kontrol Sınırlarını hesaplayın. Açık olmak gerekirse, kontrol sınırları mühendis tarafından çizimde belirlenen spesifik sınırlar değildir. Kontrol sınırları verilerden türetilmiştir. Çoğu mühendis, hesaplamaları otomatik olarak gerçekleştirecek istatistiksel yazılımlar kullanır.
Grafik kurulduktan sonra, operatör veya teknisyen birden fazla örneği ölçecek, değerleri birlikte ekleyecek ve ortalamayı hesaplayacaktır. Bu değer daha sonra bir kontrol grafiğine veya X-çubuk grafiğine kaydedilir. Alt grupların aralığı da kaydedilir. Numune ölçümleri, sürecin kararlılığını izlemek için tarih ve saat dahil olmak üzere düzenli aralıklarla alınmalı ve kaydedilmelidir. Herhangi bir özel veya atanabilir neden olup olmadığına dikkat edin ve kararlı ve kontrol sürecini sürdürmek için işlemi gerektiği gibi ayarlayın.
X-çubuğu ve R grafiği, süreç izleme ve iyileştirme için kullanılabilen farklı kontrol grafiklerine yalnızca bir örnektir. Süreçlerinizi iyileştirmeye yönelik en iyi uygulamaları belirleme konusunda yardım için Quality-One’daki birçok profesyonelden biriyle iletişime geçin.
Verilerin Analizi
Bir kontrol grafiğine kaydedilen veri noktaları, sadece yaygın nedenlerin ve özel nedenlerin tanımlanmamış olması koşuluyla, kontrol sınırları arasında olmalıdır. Özel nedenler kontrol sınırları arasında düşerken, özel nedenler genellikle aykırıdır veya kontrol sınırlarının dışındadır. Bir sürecin istatistiksel kontrolde sayılması için grafiklerin hiçbirinde özel bir neden olmamalıdır. Kontrol altındaki bir sürecin içinde tanımlanmış özel bir nedeni yoktur ve veriler kontrol sınırları arasında olmalıdır. Bazı yaygın neden varyasyon örnekleri aşağıdaki gibidir:
- Spesifikasyon dahilindeki malzeme özelliklerinde değişiklik
- Ortam sıcaklığı veya nemindeki mevsimsel değişiklikler
- Normal makine veya takım aşınması
- Operatör kontrollü ayarlarda değişkenlik
- Normal ölçüm değişimi
Tersine, özel nedenler genellikle kontrol sınırlarının dışında kalır veya süreçte ciddi bir değişiklik veya kaymayı gösterir. Özel neden değişikliklerine bazı örnekler aşağıdadır:
- Başarısız denetleyiciler
- Yanlış ekipman ayarları
- Ölçüm sisteminde bir değişiklik
- Süreç kayması
- Makine arızası
- Tasarım dışı hammadde özellikleri
- Kırık alet, zımba, bit vb.
- Deneyimsiz operatör işleme aşina değil
SPC çizelgeleri aracılığıyla bir süreci izlerken müfettiş tüm veri noktalarının kontrol sınırları içinde olduğunu doğrulayacak ve süreçteki eğilimleri veya ani değişiklikleri izleyecektir. Herhangi bir özel varyasyon nedeni tespit edilirse, nedeni belirlemek ve süreci istatistiksel kontrol durumuna döndürmek için düzeltici eylemleri uygulamak için uygun önlemler alınmalıdır.
Kontrol sınırları içinde izlenmesi ve araştırılması gereken başka veri noktası varyasyonları veya kalıpları da vardır. Bunlar aşağıdakileri içerir ancak bunlarla sınırlı değildir:
- 7 veya daha fazla veri noktasının işlem merkez hattının bir tarafında üst üste olduğu durumlarda çalışır
- Birden çok veri noktasının birbirinden daha uzak veya birbirine yaklaştığı normal veri yayılımındaki değişiklikler
- 7 veya daha fazla veri noktasıyla temsil edilen ve sürekli yükselen veya azalan trendler
- Verilerin normal ortalamanın üstüne veya altına yayılması
Süreçteki özel nedenleri, eğilimleri veya vardiyaları ele alarak, müşterinin gereksinimlerini karşılayan parçalar ürettiğimizden emin olabiliriz. Kontrol limitlerinin daima mühendis ve / veya müşteri tarafından belirlenen spesifikasyon limitleri arasında olması gerektiğini unutmayın.
Bu makalede SPC Nedir? Nasıl uygulanır? Konusunu anlatmaya çalıştık.
Dönüşüm Danışmanlık SPC Eğitimi hizmetini başta İstanbul, Bursa, Kocaeli, İzmir ve Ankara olmak üzere Türkiye’nin her ilinde firmalarda gerçekleştirebilmektedir.
SPC Eğitimi teklifi almak için bizimle iletişime geçebilirsiniz.
İşletmelerin operasyonel mükemmellik yolculuklarında, değişim sürecine rehberlik ederek yönetim ve uygulama danışmanlığı hizmetleri vermek amacı ile 2017 yılında kurulmuş bir “yalın dönüşüm yönetimi ve uygulama danışmanlığı” firmasıdır.